
- Druhy nití
- Různé druhy poklepávání
- Tipy pro výrobu dílů
- Jiné typy zpracování
- Jak zkontrolovat správnou funkci
 V dnešní době se závitové spoje nacházejí téměř všude: jak v technických zařízeních, tak ve velkém počtu domácích potřeb. Hlavním nástrojem pro výrobu takových sloučenin je kohoutek. Pro závitování se používá k rychlému a bezproblémovému vytváření přesného a kvalitního obrábění na vnitřní rovině otvoru.
V dnešní době se závitové spoje nacházejí téměř všude: jak v technických zařízeních, tak ve velkém počtu domácích potřeb. Hlavním nástrojem pro výrobu takových sloučenin je kohoutek. Pro závitování se používá k rychlému a bezproblémovému vytváření přesného a kvalitního obrábění na vnitřní rovině otvoru.
Druhy nití
Návrh nástroje se postupem času stal promyšlenějším a dnes vám umožňuje vytvořit jasný vnitřní závit.
Typy vláken jsou určeny následujícími parametry: účel, typ profilu, velikost kroku, směr (vpravo, vlevo), měřicí systém (metrický, palcový, trubkový), umístění na součásti (vnitřní, vnější), povaha povrchu, počet návštěv.
Zamýšlená klasifikace
V moderním průmyslu existují různé typy kohoutků, které se od sebe liší designem a funkčností. Podle označení mohou kohoutky patřit k jednomu z následujících typů:
 Ruční odbočky jsou jedno-, dvou- a třídílné. Počet kohoutků v sadě je označen počtem kruhových vzorů na stopce. Při zpracování produktů vyrobených ze zvláště tvrdých slitin může taková sada dosahovat pěti kusů. Pracovní průměry takového nástroje obsaženého v soupravě se liší.
Ruční odbočky jsou jedno-, dvou- a třídílné. Počet kohoutků v sadě je označen počtem kruhových vzorů na stopce. Při zpracování produktů vyrobených ze zvláště tvrdých slitin může taková sada dosahovat pěti kusů. Pracovní průměry takového nástroje obsaženého v soupravě se liší.- Strojní závitníky jsou navrženy pro řezání jak slepých, tak skrz závity. Pro dobré oddělení třísek a pro přerušené otvory použijte nástroj se šroubovými drážkami: vlevo - pro průchod, vpravo - pro slepé otvory s pravým závitem. Používají se na soustružnických, vrtných, modulárních a dalších strojích.
- Chcete-li vytvořit závit v průchozích otvorech, použijte maticové kohoutky bez obrácení, a to navléknutím nasekaných matic na rovnou nebo zakřivenou stopku nástroje. Závitníky s tímto konstrukčním prvkem se používají na strojích na řezání ořechů, kde řezají matice v nepřetržitém cyklu. Pracují zpravidla bez nuceného podání.
 Bodové kohoutky . Určeno k předběžnému řezání kulatých forem před vrtáním otvorů pro třísky. Sací část se zužuje po celém profilu.
Bodové kohoutky . Určeno k předběžnému řezání kulatých forem před vrtáním otvorů pro třísky. Sací část se zužuje po celém profilu.- Kohoutky dělohy . Určeno pro kalibraci závitů kulatých zápustek po vyvrtání otvorů pro třísky. Sací část má kuželový tvar po celém profilu a kalibrační část je válcová.
- Kombinované kohoutky . Navrženo pro provádění více pohybů zpracování. Pokud se závitový nástroj uvede do provozu poté, co vrták opustí otvor, je možné vyvrtat otvor a navléknout průchozí otvory bez násilí.
Navlékání závitů z lehkých kovů se provádí pomocí obráběcích strojů definovaných podle norem GOST, u nichž jsou závity na měřicí části rozloženy. S levými drážkami - pro pravé otvory a pro slepé otvory - pravé otvory.
U ocelí odolných vůči korozi a žáruvzdorným se řezání závitů provádí pomocí speciálních nástrojů (GOST 17927–72 *).
Řezání titanu a jeho slitin
Vyvarujte se řezání otvorů slepých a dlouhých závitů, aby nedošlo k poškození pracovního nástroje. Proces závitování je usnadněn zvětšením průměru otvoru pro závitový prvek. U tvrdých materiálů a kalených ocelí se řezání závitů provádí také pomocí karbidových nástrojů. Aplikujte metody vibračního řezání závitového prvku.
Důležité parametry
V závislosti na požadovaných vlastnostech, přesnosti, přípustné drsnosti povrchu obrobku, konfiguraci součásti a účelu závitového prvku vyberte způsob výroby součásti. Významně ovlivňuje tento proces a vyrobitelnost konstrukce závitových dílů.
Různé druhy poklepávání
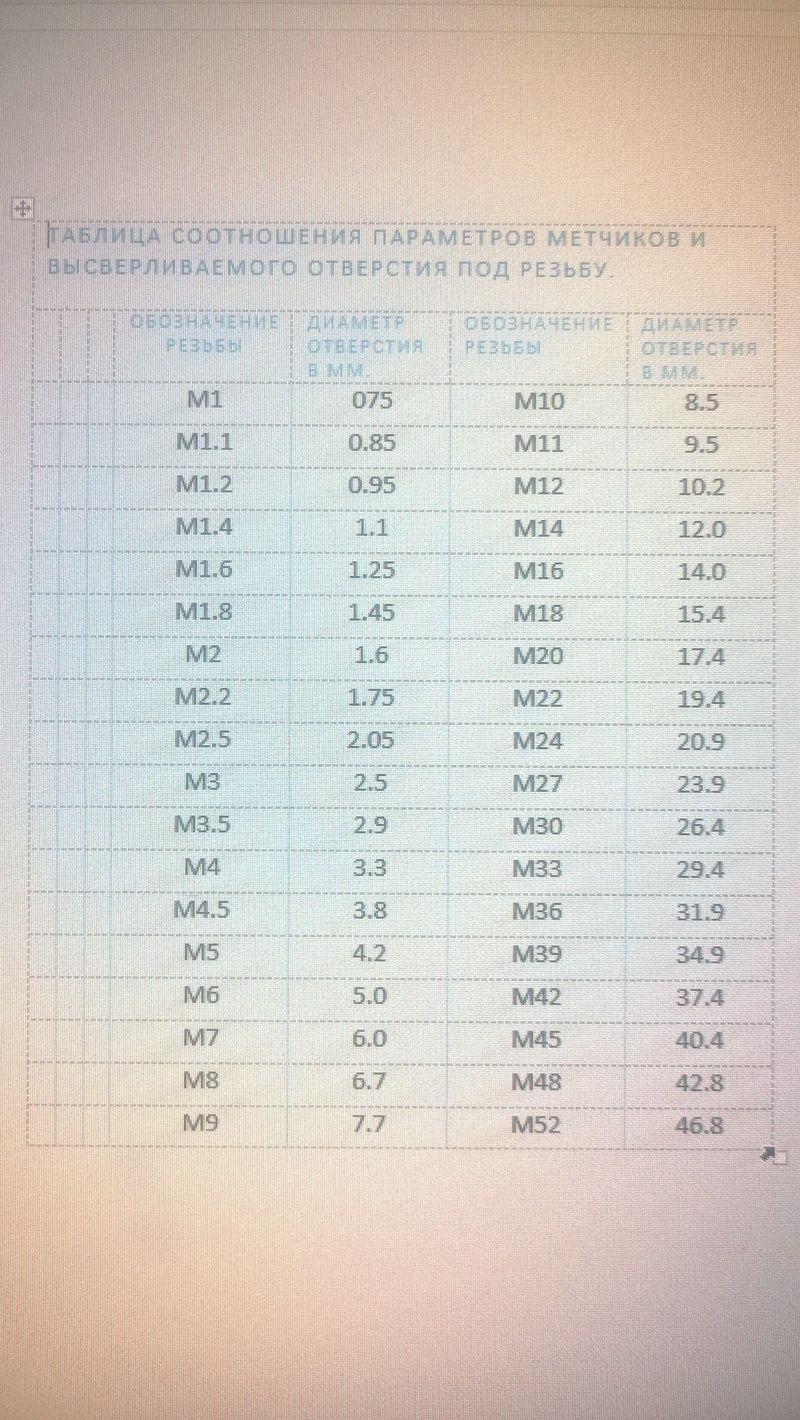
Metrický typ krájení. Vyříznutý prvek takové nitě má tvar rovnoramenného trojúhelníku, celá hodnota se měří v milimetrech, takové kohoutky jsou označeny písmenem (M). Pro výběr správného nástroje během řezání se používá speciální referenční tabulka odboček.
Výčepní stůl:
Palcová pracovní část nástroje má kónický tvar. Průměr takového nástroje se měří v palcích a rozteč je počet závitů na palec.
Potrubí. Válcové a kuželové kohouty se používají pro závitové spoje trubek.
Tipy pro výrobu dílů
Při řezání závitového vnějšího prvku je důležité dodržovat bezpečnostní opatření. A také je třeba dodržovat následující doporučení:
- Před řezáním vnějšího závitového prvku obrobku na tyč je nutné zkosit, namontovat matrici přesně bez zkreslení a obrobek namazat olejem.
- V případě, že je tyč zakřivená, můžete odstranit vadnou část slitiny a začít znovu navlékat.
- Je-li díra obrobena kohoutkem, musí být vyvrtána kolmo k rovině součásti, zkosená hrana musí být odstraněna a hrubý kohoutek namazán olejem.
- Při výběru kohoutků je lepší věnovat pozornost označení nástroje a zvolit výrobky z vysokorychlostní oceli. Taková ocel je odolnější a není náchylná k poruchám.
- Pokud se nástroj pro řezání vnitřních závitů zlomil, musíte jej pomocí speciálního nástroje vyjmout z obrobku.
Jiné typy zpracování
Různé řezné destičky z karbidu nebo malý nástroj, který se podobá vrtnému nástroji ve tvaru, se používají k řezání řezných nástrojů na soustruhy vnějších i vnitřních rovin. Nástroje s jedním vláknem produkují zpracování profilů s více průchody. Závitové frézy jsou hranolové, lamelové, tyčové, s mechanickým upevněním karbidových desek.

Nástroj je nainstalován ve středu řezaného dílu. Takové zpracování se provádí na víceosých nebo válcovacích strojích. Je možné použít destičky z jednoho a více zubů z karbidu.
Použití vyměnitelných destiček z karbidu při navlékání závitů na soustruhy umožňuje zpracovávat otvory o průměru 6 mm nebo více. Strojní závitování je vhodné pro mnoho materiálů s tvrdostí do 50 HRC.
Frézy na závity
Dalším způsobem řezání vnitřních i vnějších závitů jsou frézy na CNC strojích, které drží spirálovou interpolaci. Používá se v takovém nástroji pro řezání závitů jako celých karbidových fréz, takže vyměnitelné karbidové destičky. Existují mlýny na řezání závitů na více a jednosměrných, kotoučových a hřebenových nití. Při obrábění obrobku se upřednostňují víceúčelové frézy. Jejich rozsah je poměrně rozsáhlý, protože jsou schopny zpracovat materiál o síle až 65 HRC a umožňují zpracování široké škály materiálů.
Tyto frézy mají širokou škálu použití a jejich průměr začíná nejmenší (od 1, 5 mm) a končí největšími rozměry. Použití tohoto nástroje má mnoho výhod. Stejná fréza může být použita pro otvory různých průměrů pomocí jediného stoupání závitu.
Použití abrazivních materiálů
Metoda zpracování závitu s brusnými nástroji se výrazně liší od předchozích a dává vysokou pravděpodobnost řezání vysoce přesného vnitřního závitu. Jedná se o vysoce kvalifikované řešení pro výrobu velkého počtu dílů, které mají nízkou toleranci nesprávnosti od požadovaných parametrů. Jeden takový stroj může brousit širokou škálu vnitřních variant závitových prvků. Mezi prvky, které jsou vyráběny vnitřním broušením, patří závitová měrka, matice pro obyčejná a kulová šroubová kola.

Řezání závitů broušením se provádí na strojích určených pro tyto procesy, které mají hlavní rysy: tuhost zařízení, stabilní teplota, přesnost pohybu podél souřadných os, schopnost provádět přesné cykly pohybu a přítomnost speciálních přesných vřeten se snímači teploty.
Proces rýhování
Pro kovoobráběcí díry až do hloubky čtyř ráží se používají závitořezné válce. Jejich principem činnosti je deformace materiálu, zatímco čip není vytvořen a není pravděpodobné, že dojde k zaseknutí třísky. Nevýhodou tohoto zpracování je omezená tuhost polotovaru až do 40 HRC, protože takový způsob závitování umožňuje deformaci použitého materiálu, který by měl být plast, s nízkým součinitelem tahu.

Takový nástroj má větší tuhost, v důsledku čehož prakticky není vystaven zalomení. Vroubkovaná nit je nejsilnější, protože hrubá slitina je stlačena a stává se jednotnější. Nevýhodou tohoto typu odboček je požadavek největšího točivého momentu a většího výkonu stroje. Omezením je skutečnost, že otvor by měl být přesněji vyvrtán než při závitování.
Rýhované části se v některých průmyslových odvětvích nepoužívají kvůli ohýbání vnitřního průměru závitu.
Jak zkontrolovat správnou funkci
K ověření správnosti, a co je nejdůležitější, kvality provedené práce, existují speciální nástroje - kalibry. U takového nástroje je třeba uvést následující informace:
- Parametry tolerance;
- Jmenování PK;
- LH šifra pro nástroje s levým závitem.
Jsou tam kalibry
- Prsten.
- Cork.
- Závorka
Než začnete tyto metody používat, měli byste důkladně prostudovat procesy, vybrat, co je vhodné, a přísně dodržovat všechna pravidla pro zpracování. Nezanedbávejte bezpečnostní opatření, pouze v tomto případě bude výsledek kvalitní a přesný.