
 Při instalaci elektrického zapojení je zvláštní pozornost věnována elektrickým kontaktům, protože na tom závisí kvalita a spolehlivost celé elektrické sítě jako celku. Nedílnou součástí těchto kontaktů je připojení vodičů. K tomu se používají jak moderní technologie, tak staré metody. Každá metoda má své výhody a nevýhody. Jaký typ kroucených vodičů použít, je vybrán z podmínek a možností.
Při instalaci elektrického zapojení je zvláštní pozornost věnována elektrickým kontaktům, protože na tom závisí kvalita a spolehlivost celé elektrické sítě jako celku. Nedílnou součástí těchto kontaktů je připojení vodičů. K tomu se používají jak moderní technologie, tak staré metody. Každá metoda má své výhody a nevýhody. Jaký typ kroucených vodičů použít, je vybrán z podmínek a možností.
Twist Požadavky
Společné kroucení vodičů je nejoblíbenější a nejjednodušší způsob, ale zároveň nejspolehlivější. Abychom pochopili, jak správně kroužit dráty, je nutné si představit, jaké procesy mohou na křižovatce probíhat. V průběhu času se v důsledku vystavení teplotě svorka uvolní. Je to kvůli lineární expanzi vodiče během průchodu velkého množství proudu. Kontakt na křižovatce je oslaben, jeho odpor se zvyšuje, respektive je ohnutý bod. Vodiče jsou oxidovány a přehřáté, kontakt zmizí nebo dojde k poruše izolace, která je plná zkratu a požáru.
 Požadavky na kroucení vodičů se řídí pravidly pro instalaci elektrického zařízení (PUE). Základním pravidlem pro jakýkoli způsob připojení vodičů je zajištění kontaktu bez dalšího odporu. To znamená, že tato hodnota v místě kroucení by neměla překročit minimální hodnotu odporu samotných vodičů. To platí pro požadavky na mechanickou pevnost, kontaktní bod by neměl být méně odolný než hodnota pevnosti samotných vodičů.
Požadavky na kroucení vodičů se řídí pravidly pro instalaci elektrického zařízení (PUE). Základním pravidlem pro jakýkoli způsob připojení vodičů je zajištění kontaktu bez dalšího odporu. To znamená, že tato hodnota v místě kroucení by neměla překročit minimální hodnotu odporu samotných vodičů. To platí pro požadavky na mechanickou pevnost, kontaktní bod by neměl být méně odolný než hodnota pevnosti samotných vodičů.
Proto jsou podle PUE jednoduše zakázány spoje ve formě kroucení během instalace elektrického vedení. Po zkroucení jsou nutné další operace ke zvýšení jeho spolehlivosti. Může to být pájení, svařování, krimpování, mechanické upínání.
Je důležité si uvědomit, že kroucení je možné, pouze pokud jsou připojené vodiče vyrobeny ze stejného materiálu. Jinak se chemická sloučenina vytvoří v důsledku oxidace, která rychle zničí kroucení.
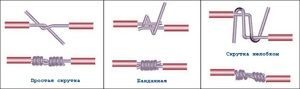
Existují různé typy zvratů:
- paralelní jednoduché;
- konzistentní jednoduché;
- rovnoběžná drážka;
- sériová drážka;
- obvaz.
 Před zahájením připojení musíte připravit vodiče. Chcete-li to provést, musíte odstranit izolaci v délce nejméně 50 mm, vyčistit holý drát jemným smirkem a teprve poté kroucení. Paralelní připojení se používá, když je třeba spojit konce vodičů dohromady, například ve spojovacích skříních. Sekvenční twist během provádění větví.
Před zahájením připojení musíte připravit vodiče. Chcete-li to provést, musíte odstranit izolaci v délce nejméně 50 mm, vyčistit holý drát jemným smirkem a teprve poté kroucení. Paralelní připojení se používá, když je třeba spojit konce vodičů dohromady, například ve spojovacích skříních. Sekvenční twist během provádění větví.
Metoda paralelního připojení
Paralelní připojení je jednoduchá operace, která zahrnuje metodu, ve které jsou dva dráty odizolované na stejnou délku aplikovány paralelně na sebe. Holé konce se dále protínají, takže se okraje vzájemně dotýkají. Poté se otáčením otáčejí. Je nutné točit jedním směrem, kterým směrem - na tom nezáleží.
Izolované části vodičů se nesmí kroutit dohromady. Nejprve dirigenti otočí rukama, vytvoří směr a pak jsou zkrouceni kleštěmi. Současně se konce vodičů berou kleštěmi, aby se dosáhlo rovnoměrnosti zákrutu. Metoda „rovnoběžná s drážkou“ znamená, že při kroucení je jedno jádro nehybné a druhé ho opletuje. Za tímto účelem, počínaje od konce izolace, jsou provedeny tři až čtyři zatáčky kolem druhé s jedním drátem. První s těsným dotykem je položen rovnoběžně s druhým a na konci opět provedeme tři až čtyři otočení.
Popis sekvenční metody
 Sériové jednoduché připojení se provádí jiným způsobem. Odizolované konce drátů nejsou vzájemně spojeny, ale jsou uspořádány v opačném směru, s přesahem. Uprostřed odizolovaných žil se aplikují na sebe a potom se opletou v jednom směru a ve druhém. V tomto případě je nutné, aby odizolované dráty neklesly na izolaci protilehlého drátu. Při kroucení s drážkou je každé jádro opleteno s druhým pouze na koncích izolace a uprostřed prochází těsným dotykem.
Sériové jednoduché připojení se provádí jiným způsobem. Odizolované konce drátů nejsou vzájemně spojeny, ale jsou uspořádány v opačném směru, s přesahem. Uprostřed odizolovaných žil se aplikují na sebe a potom se opletou v jednom směru a ve druhém. V tomto případě je nutné, aby odizolované dráty neklesly na izolaci protilehlého drátu. Při kroucení s drážkou je každé jádro opleteno s druhým pouze na koncích izolace a uprostřed prochází těsným dotykem.
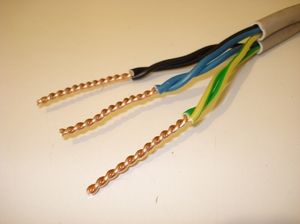
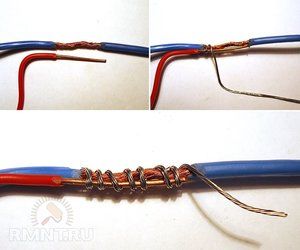
Kabelové kroucení
Provádí se paralelně i sekvenčně . V prvním způsobu jsou dráty přitlačeny k sobě izolační vrstvou a třetí vodič je navinutý kolem odizolovaných vodičů spirálovými pohyby. K tomu je jeden konec přídavného drátu držen prsty a druhý pomocí kleští je ovinut kolem, pevně stlačuje spojovací jádra k sobě. Při druhém způsobu se stripované žíly aplikují paralelně, ale proti sobě, aniž by dosáhly jednoho nebo dvou milimetrů k izolaci protilehlého drátu. Pak pevně vběhněte do dalšího vodiče.
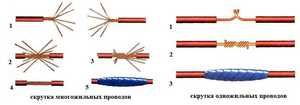
Lankový kabel
 S tímto spojením existují malé nuance. Pro zvětšení kontaktní plochy se používají stejné metody, ale s předběžným oddělením vodičů v každém drátu. Po odstranění izolace jsou dráty chovány v každém drátu az nich jsou vytvořeny dvě až čtyři copánky se stejným počtem drátů v každém drátu. Pak jsou naskládány jeden na druhého a dráty jsou zkrouceny z jednoho drátu z každého drátu. Nakonec se získané copánky vzájemně propletou. Tím je dosaženo správného kroucení drátů se silnou mechanickou pevností a nízkým odporem.
S tímto spojením existují malé nuance. Pro zvětšení kontaktní plochy se používají stejné metody, ale s předběžným oddělením vodičů v každém drátu. Po odstranění izolace jsou dráty chovány v každém drátu az nich jsou vytvořeny dvě až čtyři copánky se stejným počtem drátů v každém drátu. Pak jsou naskládány jeden na druhého a dráty jsou zkrouceny z jednoho drátu z každého drátu. Nakonec se získané copánky vzájemně propletou. Tím je dosaženo správného kroucení drátů se silnou mechanickou pevností a nízkým odporem.
Počet otáček získaných během provozu by měl být více než šest. Typy vodičových spojů jsou nezávislé na použitém materiálu a jsou provedeny shodně pro hliníkové i měděné dráty. Je důležité pochopit, že je nemožné kroucení různých typů vodičů dohromady a hliníkový drát se může zlomit, pokud je příliš kroucený. Pokud je nutné kroucení více než dvou vodičů, technologie procesu se nezmění.
Dodatečné technologické operace
Protože PUE zakazuje pouze kroucení a není možné spojit různé materiály, proces kroucení by měl skončit koncovým blokem nebo pájením. Pro zajištění spolehlivého připojení se používají následující procesní kroky:
- pájení;
- svařování;
- šroubové svorky;
- krimpování ve speciálních pružinových zařízeních;
- krimpování.
Pájení a svařování při připojení
 Jedinou nevýhodou této operace je složitost práce. Pájení bude vyžadovat cín a tavidlo. Při práci s mědí se kalafuna používá ve formě tavidla, zatímco pro hliník se používají vysoce aktivní tavidla obsahující kyselinu olejovou a jodid lithný. Pokud pro pájení mědi stačí páječka s výkonem až 100 W, pak se hliník svařuje pomocí plynového ohřívače, měla by být teplota zahřívání 400–500 stupňů. Pájka na měď se používá olovo-cín. A pro hliník s obsahem zinku .
Jedinou nevýhodou této operace je složitost práce. Pájení bude vyžadovat cín a tavidlo. Při práci s mědí se kalafuna používá ve formě tavidla, zatímco pro hliník se používají vysoce aktivní tavidla obsahující kyselinu olejovou a jodid lithný. Pokud pro pájení mědi stačí páječka s výkonem až 100 W, pak se hliník svařuje pomocí plynového ohřívače, měla by být teplota zahřívání 400–500 stupňů. Pájka na měď se používá olovo-cín. A pro hliník s obsahem zinku .
Samotná technologie je jednoduchá, protože tepelná vodivost zákrutu je větší než pájka, když se roztaví, přejde na křižovatku a vytvoří tenkou vrstvu. Při pájení nejsou přípustné velké přítoky pájky, měly by být rovnoměrně rozmístěny po celém povrchu.
Použití šroubové svorky
Šroubové svorky v principu jejich činnosti zahrnují mechanické stlačení zkroucených povrchů pomocí šroubového spojení. K tomu se používají ocelové tvárnice. Hotové zkroucení nebo jednotlivé prameny drátu se položí pod ocelovou podložku a stlačí se zašroubováním. V tomto případě je svorka provedena jak samotnou podložkou, tak pouze šroubem. První způsob je lepší, protože kontaktní plocha je větší.
Samotná svorkovnice vypadá jako deska na izolátoru se skupinou kontaktů. Pomocí svorek jsou spojeny měděné i hliníkové dráty různých profilů.
Pomocí pružinových zařízení
 Umožňují nejrychlejší připojení bez použití nástrojů. Terminály Wago jsou široce používány. Jsou k dispozici nejen v různých velikostech, ale také pro různý počet připojených vodičů. S jejich pomocí jsou spojeny jednožilové a splétané dráty různých sekcí a typů. Dráty jsou kombinovány jednotlivě i mezi sebou. Pro tento účel mají svorkovnice kontrolní západku, která vám umožňuje po zacvaknutí položit vodič a upevnit jej dovnitř. Nebo použijte nástroj pro klip.
Umožňují nejrychlejší připojení bez použití nástrojů. Terminály Wago jsou široce používány. Jsou k dispozici nejen v různých velikostech, ale také pro různý počet připojených vodičů. S jejich pomocí jsou spojeny jednožilové a splétané dráty různých sekcí a typů. Dráty jsou kombinovány jednotlivě i mezi sebou. Pro tento účel mají svorkovnice kontrolní západku, která vám umožňuje po zacvaknutí položit vodič a upevnit jej dovnitř. Nebo použijte nástroj pro klip.
Pomocí terminálu Wago lze hliník spojit také s mědí. K tomu se však používá speciální pasta, která zabraňuje přístupu vzduchu, a dráty drátu jsou chovány v oddělených buňkách.
Krimpování připojených kabelů
 V případě potřeby připojte dráty velkého průřezu pomocí objímek (objímek). Dráty jsou odizolovány a zasunuty do pouzder, poté je pomocí lisovacích kleští stlačeno pouzdro a vodič je zvlněn. Takové připojení je považováno za spolehlivé, ale vyžaduje specializovaný nástroj.
V případě potřeby připojte dráty velkého průřezu pomocí objímek (objímek). Dráty jsou odizolovány a zasunuty do pouzder, poté je pomocí lisovacích kleští stlačeno pouzdro a vodič je zvlněn. Takové připojení je považováno za spolehlivé, ale vyžaduje specializovaný nástroj.
Spojovací izolační svorky (OOP) jsou také považovány za druh krimpování. Po zkroucení drátu, v závislosti na průměru, se víčka našroubují na horní část připojení, stlačí kontakt a izolují jej.
Poslední závěrečnou fází po dokončení připojení je její důkladná izolace. Jako izolátor se používá dielektrická izolační páska nebo tepelné potrubí. Izolace by měla být 2-3 cm větší než samotná křižovatka. Izolace musí být provedena účinně, jinak existuje možnost poruchy mezi vodiči, což povede ke zkratu.