
 Tyče vyrobené z wolframu a jeho slitin jsou široce používány jako elektrody určené k získání trvalých spojů pomocí argonového svařování. Používají se k vytváření zvláště kritických sestav, například nádrží provozovaných pod tlakem. Pomocí wolframových elektrod jsou svařovány nerezové a slitiny slitin.
Tyče vyrobené z wolframu a jeho slitin jsou široce používány jako elektrody určené k získání trvalých spojů pomocí argonového svařování. Používají se k vytváření zvláště kritických sestav, například nádrží provozovaných pod tlakem. Pomocí wolframových elektrod jsou svařovány nerezové a slitiny slitin.
Aplikace a vlastnosti svařování
Je třeba poznamenat, že použití wolframových elektrod k zajištění stability svařovacího režimu, stálý svařovací oblouk. Tyto vlastnosti poskytují vysoce kvalitní svary. Maximální účinnost svařování s těmito materiály je uvedena v ochranných plynech. Tento typ svařování se používá pro spojení materiálů, jako je molybden, nikl a některé další.
Nástroj tohoto typu je klasifikován jako nespotřebitelný, ale v technologickém procesu se používá současně s plnicím drátem. Produkty wolframu se používají ke spojení kovů různého složení.

Na povrch výrobků vyrobených z wolframu a jeho slitin není aplikován žádný povlak. Při tomto postupu svářeč předkládá materiál výplně samostatně, zpravidla je také vyroben ve formě tyče nebo drátu.
Svařovací bazén je chráněn před atmosférickým kyslíkem plynem, který jej obklopuje, pro tento účel se používá argon, oxid uhličitý, helium nebo ze směsi.
V praxi se nejčastěji používají tyče o délce 175 mm, ale existují svařovací tyče o kratších délkách od 50 do 150 mm. Průměr použitých materiálů se pohybuje od 1 do 8 mm. Požadovaný produkt můžete vybrat pomocí speciálních tabulek.
 Kvalita provedené práce především zajišťuje chemické složení wolframové slitiny. Při jejich výrobě se tedy do slitiny zavádějí přísady následujících chemikálií: thium, zirkonium a řada dalších. Tyto přísady zvyšují odolnost tyčí vůči tavení a samozřejmě zlepšují kvalitu svařování.
Kvalita provedené práce především zajišťuje chemické složení wolframové slitiny. Při jejich výrobě se tedy do slitiny zavádějí přísady následujících chemikálií: thium, zirkonium a řada dalších. Tyto přísady zvyšují odolnost tyčí vůči tavení a samozřejmě zlepšují kvalitu svařování.
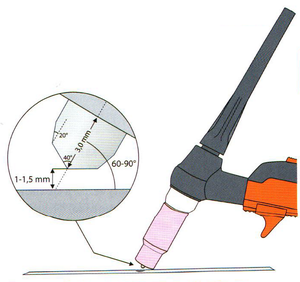
Svářeč musí neustále sledovat stav pracovní špičky wolframové tyče. Věc je následující: práce oblouku na povrchu částí závisí na tvaru špičky. Jeho tvar ovlivňuje kvalitu svaru, jeho tvar a velikost. Proto musí být špička produktu vždy naostřená. V praxi se používají pravidla a forma ostření, která jsou přijatelná pro určité druhy práce.
Tvar ostření je určen značkou produktu, takže hrot WP by měl být vytvořen ve formě koule, na WT by měl být na konci mírný výklenek, ale svařovací tyče značky WC jsou nabroušeny pod kuželem.
Velikost zpracování (ostření) konce tyče je určena následující formou - její průměr je vynásoben 2, 5. To znamená, že produkt o průměru 3 mm musí být zpracován ve vzdálenosti 7, 5 mm. Kromě toho je třeba mít na paměti, že v závislosti na svařovaných materiálech a síle svařovacího proudu musí být úhly ostření odlišné. Nedodržení těchto pokynů může zkrátit životnost nástroje.
Pokud je hrot nerovnoměrně zastrčený, může to vést k odchylce oblouku od daného směru. Špatně zvolená šířka povede k takové vadě, jako je nedostatečná penetrace.
Navzdory mnoha výhodám těchto produktů existuje alespoň jedna významná nevýhoda - je obtížné zapálit a udržovat oblouk.
Pro odstranění této nevýhody se provádí obloukové zapalování v několika krocích:
- Vytvořte zkrat na těle obrobku.
- Vytažení elektrody z obrobku v předem stanovené vzdálenosti.
K provedení této operace se do místa svařování přidá přísada zirkonia. Tato metoda umožňuje zapálit kvalitní oblouk.
Označování výrobků
 Stejně jako většina podobných produktů mají wolframové elektrody klasifikaci, která se provádí podle použitelnosti. Některé se například používají pro práci s hliníkem a WC pro práci s nerezovou ocelí. Aby byly snáze rozlišitelné, je na ně aplikována barevná lišta.
Stejně jako většina podobných produktů mají wolframové elektrody klasifikaci, která se provádí podle použitelnosti. Některé se například používají pro práci s hliníkem a WC pro práci s nerezovou ocelí. Aby byly snáze rozlišitelné, je na ně aplikována barevná lišta.
Pro značení wolframových svařovacích tyčí se používá alfanumerické označení. Kromě toho jsou wolframové elektrody pro svařování argonovým obloukem označeny barvou.
Kromě toho se na povrch tyčí aplikují barvy odpovídající jejich značce. Označení elektrod zahrnuje popis chemického složení a přítomnost přísad. Označení obsahuje písmeno W, které označuje, že wolfram je základem chemického složení. Množství přísad nepřesahuje 0, 5% objemu.

Druhé písmeno označuje typ aditiva, který se používá k výrobě wolframových elektrod.
Značka WP je wolframové elektrody pro svařování hliníku a jeho slitin. Kromě toho se pro zpracování hořčíku používají kovové elektrody značky WP. Výrobky se značkou WZ8 obsahují zirkonium. Používají se k práci s bronzem, hořčíkem, niklem a jejich slitinami. Výrobky jsou schopné pracovat s těžkými břemeny, na rozdíl od produktů jiné značky. Elektrody této značky jsou označeny zelenou barvou.
Elektroda WT20 obsahuje ve svém chemickém složení thium. Výrobky tohoto typu jsou nejčastější, ale zároveň představují určitou hrozbu pro svářeče a pro lidi, kteří pracují vedle něj. Jde o to, že tento materiál je zdrojem záření. To ukládá určitá omezení pro jejich použití při výrobě svařování. Elektrody této značky jsou označeny červenou barvou.
Je třeba poznamenat, že tyče obsahující thium vám umožňují pracovat s téměř jakýmkoli typem materiálu, od běžných ocelí po slitiny niklu nebo molybdenu.
 Mezi univerzální elektrody patří i ty, které patří ke značce WC 20. Cerium je součástí jejich chemického složení, které umožňuje pracovat jak se střídavými, tak s konstantními svařovacími proudy. Další rozdíl mezi produkty této značky spočívá v tom, že poskytují stabilní hoření oblouku i při malém zdroji energie. Elektrody této značky jsou označeny tmavě modrou barvou.
Mezi univerzální elektrody patří i ty, které patří ke značce WC 20. Cerium je součástí jejich chemického složení, které umožňuje pracovat jak se střídavými, tak s konstantními svařovacími proudy. Další rozdíl mezi produkty této značky spočívá v tom, že poskytují stabilní hoření oblouku i při malém zdroji energie. Elektrody této značky jsou označeny tmavě modrou barvou.
Jinými slovy, wolframové elektrody, jejichž klasifikace byla uvedena výše, lze použít při svařování libovolných slitin.
Svařovací zařízení
Pokud se pro svařování argonem používá wolframová elektroda, je nutná speciální sada zařízení. Zahrnuje:
- zdroj stejnosměrného nebo střídavého proudu;
- hořáky s namontovanou nespotřebitelnou elektrodou;
- nádrže, ve kterých je čerpán inertní plyn;
- objímky (hadice) pro přívod plynu do pracovního prostoru.
 Elektrody jsou vyrobeny z wolframu nebo jeho sloučenin. Jeho teplota tání je 3 380 stupňů Celsia, což umožňuje použití s téměř všemi kovy. Během provozu se netaví, jediné, co je potřeba, je provést ostření podle určitých požadavků. Elektroda je instalována v hořáku, zatímco část elektrody, která se neúčastní práce, je chráněna víčkem. To je nutné, aby se zabránilo zkratování na zem.
Elektrody jsou vyrobeny z wolframu nebo jeho sloučenin. Jeho teplota tání je 3 380 stupňů Celsia, což umožňuje použití s téměř všemi kovy. Během provozu se netaví, jediné, co je potřeba, je provést ostření podle určitých požadavků. Elektroda je instalována v hořáku, zatímco část elektrody, která se neúčastní práce, je chráněna víčkem. To je nutné, aby se zabránilo zkratování na zem.
Na hořáku je nainstalované tlačítko, které dodává plyn a napětí. Na konci hořáku je instalována keramická tryska. Špička elektrody z ní vychází. Objímky jsou připojeny k rukojeti hořáku, skrz kterou je dodáván plyn.
Po stisknutí tlačítka svářeč začne dodávka plynu a elektřiny. Plyn přicházející z trysky izoluje svarovou lázeň od účinků plynů obsažených v atmosféře.
Výhody a nevýhody
 Svařování wolframovými elektrodami zajišťuje svar bez strusky. V takovém švu nejsou žádné póry. Svařování tohoto typu umožňuje připojení většiny známých slitin a kovů. Použití tohoto typu svařování navíc umožňuje vytvářet spojení se stěnami různých tlouštěk.
Svařování wolframovými elektrodami zajišťuje svar bez strusky. V takovém švu nejsou žádné póry. Svařování tohoto typu umožňuje připojení většiny známých slitin a kovů. Použití tohoto typu svařování navíc umožňuje vytvářet spojení se stěnami různých tlouštěk.
Svařování wolframovými elektrodami se provádí bez jisker a rozstřiku. Na švu se netvoří struska, na rozdíl od elektrod potažených povlakem není emitován žádný kouř. Všechny tyto faktory umožňují svařování vysokou rychlostí.
Svařování s takovým materiálem však znamená, že před provedením práce je nutné pečlivě vyčistit povrch dílů. Jinak bude mít výsledný šev určité vady (nedostatek fúze, póry atd.).