
- Podmínky pevnosti
- Příprava pracoviště
- Obecný postup
- Měkké pájení vodovodních trubek
- Tvrdé pájení sloučenin mědi
- Upevnění pro měděné trubky
- Rozdíl mezi pájením mědi a mosazi
 Měď je jedním z nejrychleji dostupných kovů, který je široce používán v průmyslu a systému bydlení a komunálních služeb. Pájení měděných trubek je spojení pomocí tvarovek, tvrdým a měkkým pájením. Tato technologie je známá od starověku a dnes je obzvláště důležitá - s použitím moderních materiálů pro pájení.
Měď je jedním z nejrychleji dostupných kovů, který je široce používán v průmyslu a systému bydlení a komunálních služeb. Pájení měděných trubek je spojení pomocí tvarovek, tvrdým a měkkým pájením. Tato technologie je známá od starověku a dnes je obzvláště důležitá - s použitím moderních materiálů pro pájení.
Podmínky pevnosti
Jednou z podmínek těsnosti a pevnosti pájených výrobků je odpovídající šířka pájeného spoje. K zajištění této podmínky se používají speciální zařízení konektory, oblouky, čepice, podložky. Měď lze pájet:
- měkké pájky (teplota tání pod 450 ° C);
- pájecí slitiny (teplota tání nad 450 ° C).
Druhy pájky používané na měděných vodovodních trubkách:
- 40 procent olova / 60 procent cínu;
- 95% cín-antimon / 5% olova;
- 50% olovo pájky se doporučuje na linkách ze slitiny mědi, které by se neměly používat pro pitnou vodu;
- bezolovnatá pájka pro trubky používané při zásobování vodou.
Příprava pracoviště
Pájení měděných trubek provádějte sami po přípravě pracoviště a práce by měly začít správným výběrem nástroje pro pájení měděných trubek a souvisejících materiálů.
Potřebné pájecí nástroje:
 Měděná řezačka.
Měděná řezačka.- Kovový kartáč.
- Ohýbačka trubek.
- Brusný hadřík.
- Vložit tok.
- Bezolovnatá pájka.
- Rukavice.
- Ochranné brýle.
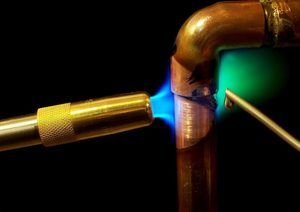
Instalace pájených spojů v instalacích se provádí pomocí vhodných hořáků s propanovým vzduchem nebo acetylenovým kyslíkem. Teplota plamene propan - vzduch je asi 1900 ° C a acetylenový kyslík je asi 3100 stupňů. Vysoká teplota plamene oxyacetylenu na jedné straně urychluje proces zahřívání na teplotu pájení, na druhé straně vytváří nebezpečí nepřijatelného tání povrchu trubky.
Pájecí nástroj, zejména víčko hořáku, je kritickým faktorem ovlivňujícím kvalitu. Dokonce i zahřívání standardním hořákem, i přes velmi vysokou tepelnou vodivost mědi (411 W / m * K), může být obtížné, zejména na místech, která neumožňují pohyb páječky. V takových situacích je mnohem výhodnější používat hořáky s čepičkami, které rovnoměrně zahřívají pájecí plochu.
Obecný postup
 Před pájením měděných trubek nejprve odřízněte přesnou délku pomocí hořáku nebo pily. Pokud je použita pila, měla by být zajištěna rovnoměrná řezná plocha nebo by měly být všechny vnitřní a vnější otřepy odstraněny výstružníkem nebo jiným nástrojem s ostrými hranami. Pokud zkumavka není kulatá, musí být pomocí kalibračního nástroje upravena na svou skutečnou velikost.
Před pájením měděných trubek nejprve odřízněte přesnou délku pomocí hořáku nebo pily. Pokud je použita pila, měla by být zajištěna rovnoměrná řezná plocha nebo by měly být všechny vnitřní a vnější otřepy odstraněny výstružníkem nebo jiným nástrojem s ostrými hranami. Pokud zkumavka není kulatá, musí být pomocí kalibračního nástroje upravena na svou skutečnou velikost.
Povrchové plochy potrubí musí být čisté a bez kontaminace olejem, tukem nebo oxidem. Mohou být řádně očištěny kartáčem z nerezové oceli nebo broušením. Pokud je na něm tuk, je nutné jej očistit rozpouštědlem a také odstranit všechny cizí částice, jako je brusný papír, otřením oblastí suchým hadříkem. Rozhraní by mělo být velmi čisté.
Technologie nanášení tavidla zajišťuje jednotnost na koncích trubek a vnitřních tvarovek. Zabrání oxidaci mědi při zahřátí, když je dostatečně horká na pájení. Není nutné používat velké množství tavidla, protože to povede ke korozi uvnitř potrubí.
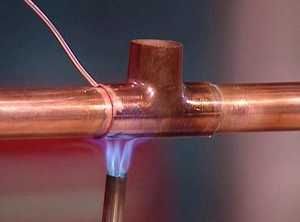
 Veškerý přebytečný tok se odstraní bavlněným hadříkem. Nemůžete s ním pracovat holýma rukama, protože jeho chemikálie poškozují kůži. Jakmile je v okruhu instalována armatura nebo potrubí, je nutné zahájit pájení od horního okraje švu a jakmile se začne zahřívat, pájka teče až k samému konci spáry. V tomto okamžiku musíte držet hořák páječky od potrubí.
Veškerý přebytečný tok se odstraní bavlněným hadříkem. Nemůžete s ním pracovat holýma rukama, protože jeho chemikálie poškozují kůži. Jakmile je v okruhu instalována armatura nebo potrubí, je nutné zahájit pájení od horního okraje švu a jakmile se začne zahřívat, pájka teče až k samému konci spáry. V tomto okamžiku musíte držet hořák páječky od potrubí.
Svařování pomocí propanového hořáku je ideální pro malé práce, zatímco acetylen se používá pro trubky větší než 3/4 palce. Před svařováním se ujistěte, že uvnitř potrubí není žádný tlak. Proces pájení nelze provést, pokud je v něm voda. Je nutné vypustit vodu a počkat, až úplně zaschne. Trubka se před pájením na obou stranách zahřeje pomalým otáčením hořáku kolem spoje, aby se oheň rovnoměrně rozdělil, dokud se pájka nedostane do kontaktu se švem.
Mosazné armatury vyžadují další teplo. Plamen se nastaví na průměrnou nebo vysokou hladinu, aby se získal dostatečný bod tání. Pokud je plamen správně nastaven, bude hořet různými odstíny modré. Za viditelnými plameny jsou extrémně horké teploty. Vložte konec trubice s tavidlem do armatury a podepřete konstrukci, aby bylo zajištěno správné zarovnání, dokud tvrdá pájecí slitina neztvrdne.
 Poté je šev držen několik sekund (nebo více), v závislosti na jeho velikosti. Nyní je domácí sestava připravena k pájení. Pro většinu prací používajících kyslík - acetylenové plyny by se mělo použít karburizace nebo neutrální plamen, který má zřetelný vnitřní kužel.
Poté je šev držen několik sekund (nebo více), v závislosti na jeho velikosti. Nyní je domácí sestava připravena k pájení. Pro většinu prací používajících kyslík - acetylenové plyny by se mělo použít karburizace nebo neutrální plamen, který má zřetelný vnitřní kužel.
Je třeba se vyhnout oxidačnímu plameni. Přebytečný acetylen odstraňuje povrchové oxidy z mědi. To bude jasné a nebude matné nebo zčernalé kvůli nevhodnému oxidačnímu hořáku.
Pájení vzduchovým / acetylenovým hořákem je oblíbenou alternativou k kyslíku. Proud topného plynu vtahuje vzduch do směšovače, začíná se točit, aby se zlepšilo spalování a zvýšila se teplota plamene. Zahřívejte zkumavku nejprve použitím hořáku v bodě bezprostředně sousedícím s armaturou.
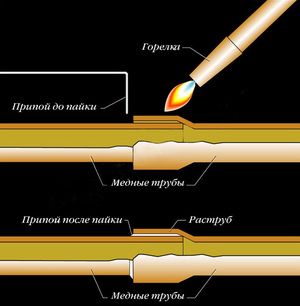
Plamen střídavě rozdělujte kolem trubice a tvarovky, dokud obě nedosáhnou pájecí teploty před použitím pájecí výplně. Je-li použit tok, je nutné trubku zahřívat, dokud tok neprochází teplotním rozsahem „bublání“, režim se nestane a slitina je tekutá a transparentní, podobná čisté vodě.
 Až po zahřátí základních kovů na pájecí teplotu může technik přidat kovové plnivo. V tuto chvíli může být plamen okamžitě detekován na špičce plniva, aby se zahájil proces tavení. Je-li slitina pro pájení vtažena do spáry, je vždy nutné udržovat zahřívání jak tvarovek, tak trubek, zatímco plamen hraje přes trubku a tvarovku. Pájecí slitina rozptyluje a zcela vyplňuje všechny oblasti galvanizovaného spoje.
Až po zahřátí základních kovů na pájecí teplotu může technik přidat kovové plnivo. V tuto chvíli může být plamen okamžitě detekován na špičce plniva, aby se zahájil proces tavení. Je-li slitina pro pájení vtažena do spáry, je vždy nutné udržovat zahřívání jak tvarovek, tak trubek, zatímco plamen hraje přes trubku a tvarovku. Pájecí slitina rozptyluje a zcela vyplňuje všechny oblasti galvanizovaného spoje.
Dále je třeba po naplnění svarové zóny zastavit přívod slitiny. Přebytečná pájka nezlepší kvalitu nebo spolehlivost pájení a je odpadním materiálem. Pro kontrolu a tlakové zkoušky musí být odstraněny všechny zbytky tavidla. Ihned po instalaci pájecí slitiny zhasněte a odstraňte všechny zbytky tavidla. Je-li to nutné, použijte štětec nebo štětec.
Měkké pájení vodovodních trubek
Pro pájení trubek o průměru menším než 28 mm z důvodu možnosti přehřátí materiálu a poškození povrchu potrubí se pro pájení měděných trubek používá pouze měkká pájka. Příprava spoje pro pájení a měkké pájení je v podstatě stejná jako v obecných případech: řezání trubek, odhrotování na okrajích, rozšiřování konců trubek (pokud nejsou použity žádné spojky), čištění povrchu potrubí v místě připojení a použití tavidla. Olovo-cínové pájky jsou nejvíce doporučovanými pojivy pro měkké pájení měděných rostlin.
Je třeba poznamenat, že z hygienických důvodů se pájka obsahující kadmium a olovo nesmí používat v zařízeních na pitnou vodu. V tomto případě se používá pájka cín - měď (S - Sn97Cu3) a cín - stříbro (S - Sn97Ag3). K pájení měkkých měděných závodů se často používá tavidlo nebo konektory s pájecí svorkou. Smyková pevnost pájených spojů s měkkou pájkou obvykle nepřesahuje 50 MPa a s rostoucí teplotou významně klesá, což vede k omezení použití měkkých pájek pro zařízení pracující při teplotách do 110 ° C.
Kromě toho je nutné použít pájecí proud, který rozpouští oxidy z povrchu pájených prvků a chrání před reoxidací během pájení. Měkká pájecí pasta je obvykle pasta, gel nebo kapalina, která by měla po pájení zůstat neagresivní, a v případě zařízení na pitnou vodu netoxická struska snadno omyta studenou vodou.
Tvrdé pájení sloučenin mědi
 Pro pájení pevných měděných závodů se doporučuje použít pojivo měď-fosfor s přídavkem stříbra, což zlepšuje plastické vlastnosti pájky. Doporučují se stříbrná pojiva Ag - Cu - Zn nebo Ag - Cu - Zn - Sn. Použití cín-fosforových pájek je ekonomické vzhledem k relativně nízké ceně ve srovnání se stříbrnými pájkami. Další výhodou těchto pájek je eliminace potřeby tavidla, protože fosfor poskytuje redukci oxidů mědi pokrývající pájený kov.
Pro pájení pevných měděných závodů se doporučuje použít pojivo měď-fosfor s přídavkem stříbra, což zlepšuje plastické vlastnosti pájky. Doporučují se stříbrná pojiva Ag - Cu - Zn nebo Ag - Cu - Zn - Sn. Použití cín-fosforových pájek je ekonomické vzhledem k relativně nízké ceně ve srovnání se stříbrnými pájkami. Další výhodou těchto pájek je eliminace potřeby tavidla, protože fosfor poskytuje redukci oxidů mědi pokrývající pájený kov.
V ostatních případech by měl být tok tavidla s vhodnou aktivitou použit při pájecí teplotě, v závislosti na teplotě tání pájky. Pájecí tavidla mohou být ve formě pasty, prášku, suspenze. Tavivo obsahující pájku je také dostupné na trhu, buď ve formě povlaku nebo v jádru pájky. Potom není třeba aplikovat další tok na pájené povrchy.
Pevnost pájených pájek na bázi mědi a fosforu je přibližně 120 MPa a pájek stříbra asi 170 MPa, takže je několikrát vyšší než pevnost spojů vyrobených pomocí cínových pájek.
Upevnění pro měděné trubky
Trubkové svorky pevně přiléhají k trubkám ke zdi, nosnému nosníku nebo jiné konstrukci. Tyto svorky jsou obvykle jeden držák se dvěma otvory pro montáž na tvrdý povrch nebo pružný kovový pás s otvory děrovanými každých pár centimetrů. Pro jakýkoli typ svorky je nutná montáž na zeď nebo nosník.
Můžete si vybrat z několika typů spojovacích prostředků:
- měděné trubkové svorky;
- hřebíky
- šrouby a šrouby;
- plastové svorky a spojovací prvky;
- alternativní spojovací prostředky.
Takové trubky obvykle vyžadují svorky, protože použití stejného typu kovu sníží podmínky pro korozi z nízkých elektrických proudů vytvořených spojením různých kovů. Měď poskytuje flexibilní svorku, která umožňuje dýmkám expandovat a stahovat se za různých povětrnostních podmínek. Trubkové svorky jsou k dispozici v provedení ve tvaru C nebo v pružných měděných pásech se svorkami vyraženými podél proužku. Pro měděné instalace platí jakýkoli typ.
 Hřebíky jsou zasunuty na obou stranách trubkové svorky a upevněny na místě pro připevnění držáku ke zdi nebo jinému povrchu. Jsou nejvhodnější pro dřevo, ale lze je použít pro sádrokartony a otevřené obklady.
Hřebíky jsou zasunuty na obou stranách trubkové svorky a upevněny na místě pro připevnění držáku ke zdi nebo jinému povrchu. Jsou nejvhodnější pro dřevo, ale lze je použít pro sádrokartony a otevřené obklady.
Je důležité používat zinkové nehty, aby se zabránilo korozi hlavy nehtů v průběhu času. Instalace hardwaru vyžaduje opatrnost. Měděné trubky se snadno ohýbají a chybná rána kladivem ji může poškodit. Před pájením je nejlepší začít s videonávodem, který ukazuje správnou technologii.
Šrouby a šrouby jsou další možností pro připevnění svorek. Šrouby vyžadují použití vrtačky, ale jsou mnohem silnější než hřebíky. Šrouby dobře fungují ve dřevě, ale mohou být také instalovány do betonu nebo jiných tvrdých povrchů. Některé trubkové svorky jsou svázány šrouby. Šrouby obvykle přicházejí se svorkami. Je lepší použít pozinkované šrouby a šrouby, aby se snížila pravděpodobnost, že v průběhu času korodují.
Můžete použít plastové svorky a spojovací prvky s měděnými trubkami. Plast nebude korodovat na měděném povrchu a drží tak pevně jako měděné svorky. Plastové zipy se také používají pro připojení potrubí k jinému povrchu. To je zvláště užitečné, když není praktické použít měděnou trubkovou svorku s hřebíky nebo šrouby, například při spojování více trubek. Plastové zipy přicházejí v různých velikostech pro každou aplikaci.
Rozdíl mezi pájením mědi a mosazi
Pájení je pohodlný nástroj, pokud jde o opravu vodovodního potrubí v koupelně. Pájení není stejný typ operace, ale v různých případech jsou vyžadovány jiné technologie. Zejména pájení mosazných trubek může být složitější než pájení mědi, protože mosazné tvarovky vyžadují vyšší teploty.
Základní postup pro připojení mosazných nebo měděných vodovodních trubek je v podstatě stejný, ale velký rozdíl mezi mědí a mosazi spočívá v tom, že mosaz vyžaduje mnohem více tepla pro správnou pájecí operaci. Ve skutečnosti je nutné kov zahřívat pětkrát až šestkrát více než měď, takže dosáhne bodu, ve kterém se pájka roztaví. To bude vyžadovat vyšší teplotu od hořáku, více času, zahřívání kovu a pozornost ze všech stran na chování plamene .
Mosazné trubky jsou poněkud neobvyklé, takže před započetím pájení se musíte ujistit, že se tlak uvnitř pájky nehromadí, ale je volně odstraněn do okolního prostředí.
Zkušenost naznačuje, že hořáky na propan nejsou dostatečně horké, aby pracovaly s mosazi. Místo toho se při práci s mosazi používá speciální plyn, což je směs methylacetylenu a propadienu, která dosahuje vyšší teploty než propan. Pokud potřebujete instalovat potrubí, nemusíte šetřit použitím tavidla nebo pájecí pasty.