
- Konstrukční vlastnosti soustružnického nástroje
- Klasifikace podle návrhu
- Jiné typy řezáků
- Druhy kovových soustružnických nástrojů
- Vlastnosti prefabrikovaných řezaček
 Pro obrábění kovů nebo jiných materiálů se používají speciální řezné nástroje. Stroje soustružnické skupiny jsou určeny k výrobě válcových nebo kuželových výrobků. Soustružení je možné provádět při použití soustružnických nástrojů, které mají řadu funkcí. Řezačky pro soustruh na kov jsou klasifikovány podle velkého počtu znaků, jsou vybírány v závislosti na vlastnostech operací. S příchodem vysoce výkonného zařízení se zvýšil počet odrůd daného řezného nástroje.
Pro obrábění kovů nebo jiných materiálů se používají speciální řezné nástroje. Stroje soustružnické skupiny jsou určeny k výrobě válcových nebo kuželových výrobků. Soustružení je možné provádět při použití soustružnických nástrojů, které mají řadu funkcí. Řezačky pro soustruh na kov jsou klasifikovány podle velkého počtu znaků, jsou vybírány v závislosti na vlastnostech operací. S příchodem vysoce výkonného zařízení se zvýšil počet odrůd daného řezného nástroje.
Konstrukční vlastnosti soustružnického nástroje
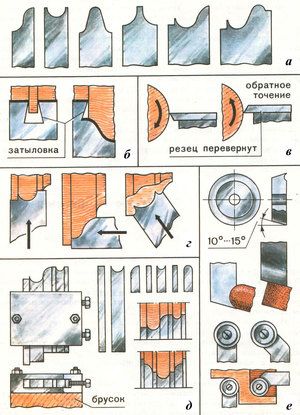
Soustružnické zařízení se používá již mnoho desetiletí. První nůž na soustruhy měl primitivní design, ale zůstal téměř nezměněn. Hlavními prvky řezného nástroje jsou:
- Držák je součástí nástroje určeného k jeho fixaci ve speciální jednotce stroje.
- Pracovní hlava je druhou částí frézy, kterou je obrobek obroben.

Složitější forma je charakterizována pracovní hlavou. Je představována kombinací několika řezných hran, které mají určitý úhel ostření. Volba úhlu ostření se provádí v závislosti na vlastnostech práce před námi: řezné podmínky, vlastnosti materiálu, požadovaná přesnost rozměrů a další. Držák může být vyroben pouze ve dvou typech: obdélníkový a čtvercový.
Klasifikace podle návrhu
Můžete pracovat s celou řadou možností řezných nástrojů. Namontované přípravky pro kovový soustruh umožňují montáž následujících typů řezných nástrojů:
 Direct obdržel nejširší distribuci. V tomto případě jsou držák společně s pracovní hlavou umístěny na jedné nebo dvou osách rovnoběžných k sobě navzájem. Nejrůznější držák je vhodný pro podobný nástroj.
Direct obdržel nejširší distribuci. V tomto případě jsou držák společně s pracovní hlavou umístěny na jedné nebo dvou osách rovnoběžných k sobě navzájem. Nejrůznější držák je vhodný pro podobný nástroj.- Zakřivené jsou charakterizovány skutečností, že poloha osy pracovní části relativního držáku se do určité míry odchyluje. Výroba fréz pro zakřivené kovy se také provádí poměrně často, protože umožňují hrubování nebo dokončovací soustružení.
- Tažené mají menší šířku pracovní hlavy ve srovnání s držákem. Práce s podobným nástrojem se provádí poměrně často.
- Ohnuté mají osy pracovní části a držáky, které se neshodují. Odsazení je vidět při vizuální kontrole přístroje shora.
Kromě toho je klasifikace řezného nástroje prováděna s ohledem na zavedené normy v GOST. Podle technických informací se rozlišují následující skupiny soustružnických nástrojů:
 Konstrukce z jednoho kusu, která je vyrobena výhradně z jednoho kovu. Slitina může sestávat z různých chemických prvků, které mohou zvýšit tuhost a pevnost struktury, zvýšit odolnost proti praskání a jiným defektům. Vzhledem k tomu, jaký jiný kov může být použit při výrobě takového výrobku, stojí za zmínku nástrojové oceli.
Konstrukce z jednoho kusu, která je vyrobena výhradně z jednoho kovu. Slitina může sestávat z různých chemických prvků, které mohou zvýšit tuhost a pevnost struktury, zvýšit odolnost proti praskání a jiným defektům. Vzhledem k tomu, jaký jiný kov může být použit při výrobě takového výrobku, stojí za zmínku nástrojové oceli.- Varianty provedení, na pracovní části, na které je deska pájena. Pájení se provádí pomocí speciální slitiny, která poskytuje vysokou pevnost a spolehlivost nástroje. Pájené desky z tvrdé slitiny, které vydrží dlouhodobý provoz. Nástroj tohoto typu dnes získal nejširší distribuci, protože jeho použití může výrazně zlepšit kvalitu výsledného povrchu.
- Řezačky s vyměnitelnými řeznými vložkami, které jsou upevněny speciálními šrouby nebo svorkami. V tomto případě může být nůž vyměněn, jak se nosí. Vzhledem ke složitosti designu a jeho poměrně vysokým nákladům se takové nástroje používají mnohem méně často.
Složení slitin používaných při výrobě řezných nástrojů se může výrazně lišit. Pro stanovení základních mechanických vlastností je uvedena kvalita kovu použitá při výrobě výrobku.
Jiné typy řezáků
Klasifikace nástroje se provádí také ve směru, ve kterém je podáván. Soustružnické nástroje se rozlišují:
- Levý typ - přeneste nástroj v procesu obrábění zleva doprava.
- Správný typ - tento typ produktu se nejčastěji používá, protože podpora je napájena zprava doleva.
Mapa technologického zpracování obrobku umožňuje použití následujících nástrojů:
 Chcete-li provést hrubování. Často musíte tak učinit, že otáčky vřetena jsou nízké a posuv je vysoký. Díky tomu můžete v jednom průchodu odstranit velkou vrstvu materiálu. Pokles indikátoru rychlosti vřetena však mírně ovlivňuje kvalitu výsledné plochy. V této fázi se také vytvářejí důležité geometrické prvky produktu: zkosení a drážky.
Chcete-li provést hrubování. Často musíte tak učinit, že otáčky vřetena jsou nízké a posuv je vysoký. Díky tomu můžete v jednom průchodu odstranit velkou vrstvu materiálu. Pokles indikátoru rychlosti vřetena však mírně ovlivňuje kvalitu výsledné plochy. V této fázi se také vytvářejí důležité geometrické prvky produktu: zkosení a drážky.- Pro dokončovací práce. Po odstranění hlavní kovové vrstvy začíná konečná fáze. V tomto případě jsou rozměry obrobku a indikátor drsnosti přivedeny téměř na konečný indikátor.
- Někteří odborníci také upozorňují na nedokončenou práci, ale v praxi se nástroje této skupiny používají jen zřídka.
- Provádět jemné technologické operace. Pokud musí mít díl přesné rozměry, je nainstalován nástroj určený k jemnému zpracování. Je charakterizována skutečností, že je vyrobena ze supertvrdých materiálů, rozměry a tvar špičky zůstávají během celého životního cyklu nezměněny. Nejčastěji instalované na CNC strojích.
Provedení pro hrubou práci je levnější než kdokoli jiný, protože má méně požadavků a při výrobě se používají dostupnější materiály.
Druhy kovových soustružnických nástrojů
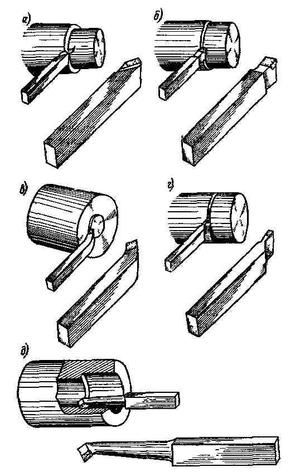
Rozlišujte typy nástrojů pro jejich zamýšlený účel . Tento moment do značné míry určuje tvar a velikost, úhel ostření břitu. Rozlišují se následující typy:
 Nejrozšířenější je přímá fréza, protože ve většině případů se používá k vytvoření vnějšího válcového povrchu. Pro zkosení je však méně vhodné.
Nejrozšířenější je přímá fréza, protože ve většině případů se používá k vytvoření vnějšího válcového povrchu. Pro zkosení je však méně vhodné.- Ohnutý průchod lze také použít k získání vnějšího válcového povrchu, ale na rozdíl od předchozí verze je pohodlnější při zkosení. Držák tohoto nástroje může být vyroben v různých tvarech a velikostech.
- Axiální průchod se zahnutou pracovní částí se používá k získání vnějšího válcového tvaru, typ nástroje je považován za nejoblíbenější ze všech na trhu. Konstrukční prvky umožňují i jediný průchod k odstranění velké vrstvy kovu.
- Řezný nástroj se používá ke zpracování koncových povrchů. Změnou tvaru pracovní části bylo možné provádět odstraňování kovu v kolmém směru vzhledem k ose obrobku. Je třeba zvážit, že rozsah tohoto nástroje je velmi omezený, ale bez něj nelze mnoho technologických operací provést.
- Řezné nástroje pro soustruhy jsou také velmi rozšířené. Používají se k řezání polotovarů v pravém úhlu. Charakteristickým rysem designu může být tzv. Velmi tenká noha, která je určena pro hluboké řezání do kovu. Aby byla zajištěna dlouhá životnost, je karbidová kovová deska připájena k noze.
- Řezání závitů se používá, pokud existuje vhodný provozní režim stroje. Existují modely pro řezání šroubů, které lze použít pro závitování na povrchu. Pro takovou práci je také zapotřebí speciální nástroj, který vytvoří drážku požadovaného tvaru. Do samostatné skupiny patří nástroje určené k vytváření interních vláken. Mají poměrně složitý tvar, navržený tak, aby přivedl na koncovou plochu v určitém úhlu. Obecně je nástroj pro řezání niti pro vytváření vnitřního vlákna poněkud připomínající verzi vrtání, ale rozdíly se týkají tvaru řezné hrany.
- Vyvrtávací nástroj je navržen pro manipulaci se slepými otvory umístěnými na přední straně. Rozlišují se dvě skupiny podobných řezáků: pro slepé a průchozí díry. Rozdíl spočívá ve tvaru břitu. Pracovní část je vytvořena v ohnutém stavu, díky čemuž lze nástroj přivést k vnitřní části obrobku.

Kromě toho najdete v prodeji příslušenství určené pro mini-stroje. Vyznačují se menším držákem. Použití moderních slitin ve výrobě umožňuje zvýšit odolnost nástroje vůči mechanickým a jiným vlivům.
Vlastnosti prefabrikovaných řezaček
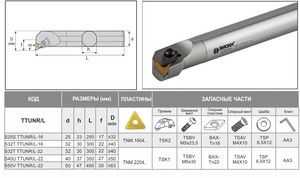
Při zvažování univerzálních fréz je třeba věnovat pozornost konstrukci prefabrikátů . Vyznačují se tím, že mohou být dodávány s řeznými plasty různých tvarů. Charakteristiky tohoto provedení zahrnují následující body:
 Při výměně špičky můžete získat širokou škálu možností řezačky. Je možné změnit úhel zpracování, který je v některých případech vyžadován při získávání složitého povrchu.
Při výměně špičky můžete získat širokou škálu možností řezačky. Je možné změnit úhel zpracování, který je v některých případech vyžadován při získávání složitého povrchu.- Návrh takového nástroje je složitý, což určuje zvýšení hodnoty.
- Dotčený produkt se často nakupuje pro CNC stroje nebo jiné speciální modely určené k provádění konkrétní práce.
- Použitý způsob montáže není určen pro velká zatížení. Proto při použití daného nástroje musí být věnována pozornost správnému výběru režimu řezání.
- Desky, které fungují jako špičková, jsou vyrobeny ze silných slitin odolných proti opotřebení. Proto mohou vydržet dlouhou dobu a používají se k dokončení.
Rozsáhlé použití CNC strojů určilo vznik poměrně velkého počtu nových odrůd řezaček.
Důvodem je skutečnost, že možnosti stroje jsou omezeny pouze provozními vlastnostmi použitého řezného nástroje.
Vzhled moderních slitin, které vydrží účinky vysokých teplot a tření, také umožnil uvolnit potenciál takových zařízení. Proto jsou dnes frézy s karbidovými destičkami velmi rozšířené, nacházejí se ve strojírenství, obráběcích strojích a dalších dílnách. Jejich vysoké náklady však určují nízkou ziskovost aplikace na konvenčních soustruzích. Proto je pevný nástroj stále používán při různých operacích.