
- Konstrukce a odrůdy
- Příprava nástroje pro práci
- Technologická doporučení
- Pájení pozinkovaného železa
- Jak pájet nerezovou ocel
- Domácí kladivo páječka
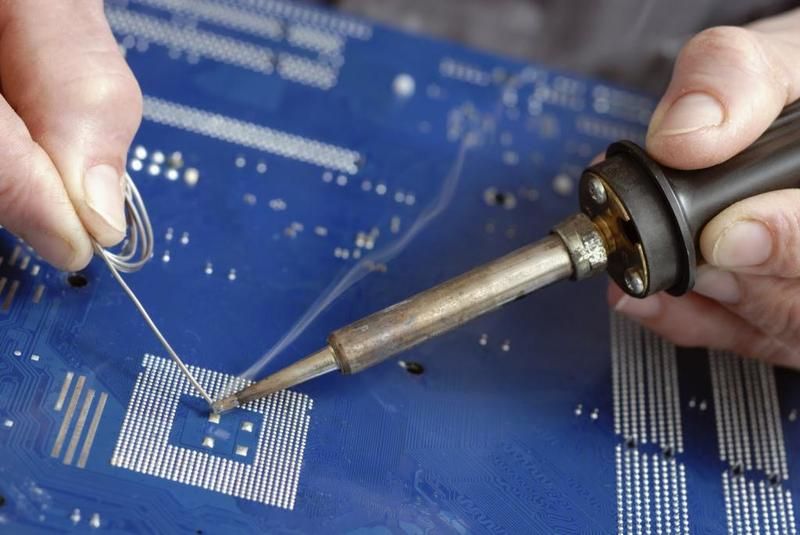
 Při instalaci elektrických obvodů a vzájemném spojení kovových částí se používá spolehlivá a osvědčená metoda - pájení. K pájení kovových součástí se používá páječka. Nezkušení a nováčci musí vědět, jak pájet s páječkou a co musíte mít k práci.
Při instalaci elektrických obvodů a vzájemném spojení kovových částí se používá spolehlivá a osvědčená metoda - pájení. K pájení kovových součástí se používá páječka. Nezkušení a nováčci musí vědět, jak pájet s páječkou a co musíte mít k práci.
Konstrukce a odrůdy
Proces pájení spočívá v vyplnění prostoru mezi vodiči roztaveným materiálem, zejména pájkami na bázi cínu. Bod tání pájek by měl být nižší než zahřátá plocha špičky. Páječka by měla být vybrána v závislosti na druhu a druhu práce, kterou je třeba provést. Páječky jsou elektrické a zahřívané otevřeným plamenem.
Vzory a druhy pájedel:
 S nichromovým ohřívačem vyrobeným z drátu navinutého na povrchu izolátoru, do kterého je zasunut pringer. Takové nástroje se zahřívají pomalu a mají sníženou životnost.
S nichromovým ohřívačem vyrobeným z drátu navinutého na povrchu izolátoru, do kterého je zasunut pringer. Takové nástroje se zahřívají pomalu a mají sníženou životnost.- S keramickým ohřívačem, na jehož svorky je dodáván elektrický proud. Takové páječky se vyznačují zrychleným zahříváním a prodlouženou životností.
- Pulzní nástroje mají okamžité zahřívání. Zapnou se stisknutím a přidržením tlačítka. Během pouhých 2-3 sekund se hrot zahřeje na požadovanou teplotu pro práci s pájkou. Páječka je vyrobena ve formě pistole se špičkou.
- Plynové páječky lze používat samostatně, to je jejich hlavní výhoda. Pracovní část žihadla je zaslána přímo do plamene hořáku, čímž dochází k zahřívání.
Pro provedení určitých typů pájecí práce jsou elektrické páječky vybírány silou. Pro pájení polovodičových prvků v obvodu dostatečný výkon od 15 W do 25-40 W, v závislosti na velikosti vyhřívané plochy elektronické součástky. Některé typy páječek mají zvláštní účel. Páječky s výkonem 40 W a více jsou vhodné pro pocínování drátu. Pro připojení velkých kovových ploch se používají nástroje o výkonu 65 W, 80 W, 100 W, 150 W, 200 W, 300 W a 500 W. Elektrické páječky jsou k dispozici s různým napájecím napětím:
- průmyslová - 380 V;
- domácnost - 220 V, 36 V, 24 V, 12 V, 6 V;
- speciální - 42 V a 110 V, používané v železniční dopravě.
Příprava nástroje pro práci
Abyste věděli, jak správně používat páječku, musíte ovládat dovednosti při přípravě nástroje pro pájení. První věc, kterou musíte udělat po zapnutí elektrické páječky, je pocínování pracovní části špičky, což je válcová tyč vyrobená ze slitiny mědi. Bodnutí je zpravidla umístěno uvnitř ohřívače a je fixováno speciálním šroubem nebo jiným způsobem montáže, v závislosti na konstrukčních vlastnostech páječky.
Stingové zpracování
Prvním krokem je věnovat pozornost kvalitě pracovní části žihadla. Konec hrotu, který se běžně používá pro pájení, musí být připraven k použití. Tvar může mít podobu lopatky nebo naostřené jehly, v závislosti na typu plánované práce.
Při přípravě pracovní plochy žihadla musíte provést následující kroky:
 Porazte bodnutím kladivem a dejte mu tvar lopatky (šroubovák). Můžete použít úhlové ostření, které se nejlépe používá pro pájení mohutnějších prvků. Zvýšením pracovní plochy se teplo lépe přenáší.
Porazte bodnutím kladivem a dejte mu tvar lopatky (šroubovák). Můžete použít úhlové ostření, které se nejlépe používá pro pájení mohutnějších prvků. Zvýšením pracovní plochy se teplo lépe přenáší.- Pro pájení malých prvků (polovodičové rádiové komponenty, tenké montážní dráty) se doporučuje ostřit hranu ve tvaru ostrého kužele. Částí, které se bojí přehřátí, je tak vystaveno méně tepla. Tím je ochráníte před selháním a umožníte tak práci nástroje déle.
- Kónické ostření lze použít na výkonnějších páječkách pro práci s velkými vodiči.
K přípravě pracovní části žihadla se používá kladivo, pilník nebo pilník, brusný papír, pájka a tavidlo. Po zpracování prvku kladivem je nutné dát mu požadovaný tvar pomocí souboru nebo souboru a poté je brousit brusným papírem.
Metody konzervování
Dalším důležitým bodem je pocínování konce špičky, které brání rychlému opotřebení a korozi. Pro cínování lze použít tavidla nebo borovicovou kalafunu. Je nutné zabránit přehřátí páječky, protože to ztěžuje provádění pocínování. Při prvním zapnutí páječky se může objevit kouř, jehož příčinou jsou obvykle látky používané při výrobě nástroje.
Pro další provoz zařízení je důležité vědět, co potřebujete pro pájení páječkou. V první řadě je nutné konzervování. Provádí se dvěma způsoby.

Podle první metody pro cínování potřebujete:
- zahřeje bodnutí na optimální teplotu;
- ponořte jeho konec do kalafuny;
- třením pájky špičkou žihadla, dokud se neobjeví lesk.
Druhá metoda zahrnuje následující kroky:
- Je třeba navlhčit hadry roztokem chloridu zinečnatého a očistit jej bodnutím.
- Poté je třeba roztavenou pájku rovnoměrně rozemlet na povrch žihadla kouskem stolní soli.
Pro pocínování lze také použít různá tavidla a pájecí tuky (pájecí tuk). Chcete-li pájet dráty páječkou, musíte připravit nástroj sám, pájecí toky nebo kalafunu, pomocná zařízení (pájecí stojan, kleště, nůžky na dráty, pinzety, houba na čištění špičky).
Technologická doporučení
Dodržujte pájecí techniku. Před pájením vodičů je nutné je nejprve očistit od izolace. Poté proveďte kontrolu vyčištěného povrchu. V závislosti na značce drátu může být na ní také lak. Pokud byla izolace z vodičů odstraněna dlouho před pájením, může se tvořit oxid. Oxidované filmy a laky lze odstranit dvěma způsoby:
- Mechanické použití jemně zrnitého brusného papíru. Tato metoda je použitelná pro jednožilové dráty velkého průměru. Drátěné tenké dráty se nedoporučují odizolovat tímto způsobem, protože mohou být odříznuty.
- Chemická metoda se používá pro tenké dráty, ale pro instalačního technika je škodlivá, protože toxická rozpouštědla jsou vdechována vzduchem do plic. Lakový povlak lze odstranit bez předchozího čištění kyselinou acetylsalicylovou (aspirin). Na tabletu se umístí drát a opatrně se zahřeje páječkou. Teplota a kyselina odstraňují lak z povrchu drátu.
Při práci se smaltovanými dráty můžete použít speciální tavidlo, které zničí povlak a vytvoří film, který chrání před kontaktem se vzduchem. Takový tok se nazývá aktivní. Po pájení musí být odstraněn vlhkou hadříkem nebo houbou.
Pokud potřebujete pájet drát na kovovou plošinu (například uzemnění), musí být nejprve pocínována. Povrch, na který bude pájen, musí být očištěn do lesku a odmaštěn. Poté se aplikuje tavidlo a položí se kousky pájky. Místo se pečlivě zahřeje, načež se na něj nanese drát.
Pro kvalitativní pájení drátu na správné místo je nutné dodržovat technologii pájení. Za tímto účelem se pájka POS-60 používá v kombinaci s kalafunou nebo speciálními tavidly, protože při pájení poskytuje tekutost a plasticitu a chrání také povrch před interakcí s kyslíkem.
Pájejte dráty dobře zahřátou páječkou tak, aby její teplota stačila k roztavení pájky. Odizolovaný drát se spouští do kalafuny roztavené páječkou. Po předem shromážděné pájce je nutné několikrát provést bodnutí na odkrytém drátu, po kterém lze již pocínovaný vodič pájet na požadovaném místě. Pro větší pohodlí můžete použít zařízení „třetí ruka“. Tím je vodič připevněn ke kterému bude drát pájen.
Pájení pozinkovaného železa
Při výrobě produktů z galvanizované uhlíkové oceli jsou často potaženy zinkem metodou žárového ponoření. Aby se získal lesklý ocelový povrch, přidá se do lázně 1% olova, cínu a hliníku. Ocelové plechy jsou také potaženy zinkem galvanickým způsobem.
Pájení galvanizovaného železa je proto obtížné  je nutné mít speciální aktivní tavidla skládající se z koncentrované kyseliny chlorovodíkové a roztoku chloridu zinečnatého a také tavidla na bázi chloridu zinečnatého a amoniaku s přídavkem chloridu cínu. Cín-olovo pájky v kombinaci s tavidly mají dobrou tekutost a poskytují vysoce pevné sloučeniny.
je nutné mít speciální aktivní tavidla skládající se z koncentrované kyseliny chlorovodíkové a roztoku chloridu zinečnatého a také tavidla na bázi chloridu zinečnatého a amoniaku s přídavkem chloridu cínu. Cín-olovo pájky v kombinaci s tavidly mají dobrou tekutost a poskytují vysoce pevné sloučeniny.
Na pájený povrch se nanáší především tavidlo, po kterém je pozorována expozice. To je nezbytné, aby reakce prošla. Pro pájení musíte mít velkou páječku s vysokou provozní teplotou. Před pájením vodičů musíte nejprve brousit povrch spoje a po pájení je třeba odstranit zbytky tavidla.
Jak pájet nerezovou ocel
Svařování nerezové oceli je časově náročný proces. Vyrábí se při teplotě 500 až 700 stupňů Celsia pomocí pájky (tinol). Pájka z nerezové oceli je vybrána na základě podmínek pájení a složení oceli. Slitina obsahuje ne více než 25% chrómu a 25% niklu, takové složení dává velmi silné sloučeniny. Jako tavidlo se používá borax, který se nanáší na povrch ve formě pasty nebo prášku. Po roztavení boraxu se kov zahřeje a stane se jasně červenou barvou, pak se do těchto sloučenin zavede pájka.

Po pájení se zbývající tavidlo odstraní tryskáním vodou nebo pískem. Použití kyseliny dusičné a kyseliny chlorovodíkové je mimořádně nežádoucí, protože při jeho ničení může dojít k reakci pájky a kovu.
Domácí kladivo páječka
 Doma můžete vyrobit výkonnou páječku pro pájení masivních kovových prvků. Taková páječka má vysokou tepelnou kapacitu, která poskytuje dostatečnou teplotu pro provedení nezbytných prací.
Doma můžete vyrobit výkonnou páječku pro pájení masivních kovových prvků. Taková páječka má vysokou tepelnou kapacitu, která poskytuje dostatečnou teplotu pro provedení nezbytných prací.
Musíte nýtovat masivní měděnou tyč nebo tlustou tyč, abyste vytvořili bodnutí. Aby bylo možné získat zřetelné hrany a hrany, bude nutné jej brousit souborem. Úhel by měl být mezi 30 a 45 stupni. Jako držák můžete použít ocelovou tyč nebo desku, která bude připevněna k pájecí špičce. Můžete si také vytvořit pero a připojit ho k páječce.